In modern food processing and packaging facilities, efficiency, hygiene, and flexibility are critical for maintaining high production standards. Conveyor systems play a key role in ensuring smooth product movement across different stages of production. Among the many types of conveyor systems available today, modular conveyors have become one of the most reliable and versatile solutions for the food and packaging industries.
These systems are designed to meet strict hygiene requirements while providing flexibility for complex production layouts.
In this article, we explore what modular conveyors are and why they are widely used in food processing and packaging operations.
What Are Modular Conveyors?
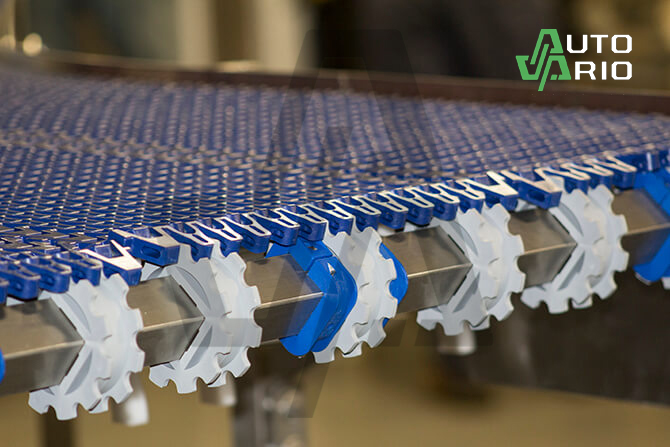
Modular conveyors use interlocking plastic segments, often called modular belts, that are connected together to form a continuous conveying surface. Unlike traditional conveyor belts, these segments are made of durable plastic materials and can be easily assembled or replaced when necessary.
The modular design allows the conveyor to operate in straight lines, curves, inclines, or declines, making it ideal for facilities with limited space or complex production lines.
Why Modular Conveyors Are Ideal for Food Industries
Food manufacturing requires strict hygiene standards and reliable equipment that can withstand frequent cleaning processes.
Modular conveyors are widely used in the food industry because they offer several important advantages.
Hygienic Design
Modular belts are designed with materials that are safe for food contact and resistant to contamination. Their open structure allows easier cleaning and prevents the accumulation of debris or moisture.
Easy Cleaning and Maintenance
Food processing environments require frequent sanitation. Modular conveyors can be easily cleaned and maintained because individual belt sections can be removed and replaced quickly.
Moisture and Chemical Resistance
Plastic modular belts are resistant to water, cleaning chemicals, and food oils, making them ideal for wet or wash-down environments.
Improved Product Handling
The stable surface of modular belts helps transport products smoothly without damage. This is especially important for delicate food products such as baked goods, fruits, and packaged items.
Advantages of Modular Conveyors in Packaging Lines
Packaging operations require conveyor systems that support high-speed production while maintaining reliability.
Modular conveyors provide several benefits for packaging facilities.
Flexible Layout Design
Because modular conveyors can easily incorporate curves, inclines, and declines, they allow engineers to design compact production lines that maximize available space.
High Durability
Modular belts are designed for long service life and can withstand heavy loads and continuous operation.
Quick Repairs
If part of the conveyor belt becomes damaged, only the affected section needs to be replaced rather than the entire belt. This reduces maintenance time and minimizes downtime.
Compatibility with Automation
Modular conveyor systems can easily integrate with automated equipment such as:
- Packaging machines
- Sorting systems
- Checkweighers
- Robotic handling systems
Common Applications
Modular conveyors are widely used across many food and packaging industries, including:
- Bakery production lines
- Beverage bottling plants
- Snack food processing
- Meat and poultry processing
- Dairy production
- Pharmaceutical packaging
Their flexibility and durability make them ideal for both primary processing and final packaging operations.
Key Considerations When Choosing a Modular Conveyor
When selecting a modular conveyor system, manufacturers should consider several factors:
- Product type and weight
- Required production speed
- Environmental conditions such as moisture and temperature
- Cleaning and sanitation requirements
- Available factory space
Working with experienced conveyor system engineers helps ensure the system meets both operational and regulatory requirements.
Comments are closed