Bucket conveyors
Item No. MH-001
Bucket elevator or Bucket conveyor is used for lifting or conveying materials from a low point to a high point. The materials are sent into the hopper through a vibration table, and then the machine automatically transports up and runs continuously.
Transfer rate can be adjusted according to conveyor capacity and choose to lift height on demand. The hopper is designed and manufactured in its own factory.
A non-toxic hopper enables the bucket elevator widely used application. All sizes are designed per the actual needs of the supporting vertical packing machine and metering machine, which is suitable for food, medicine, chemical industrial products, screws, and nuts. Use signal identification to control the automatic start and stop of the machine.
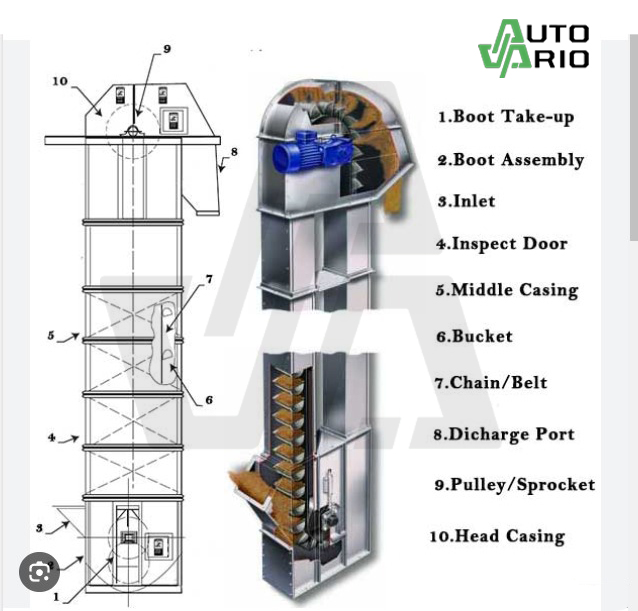
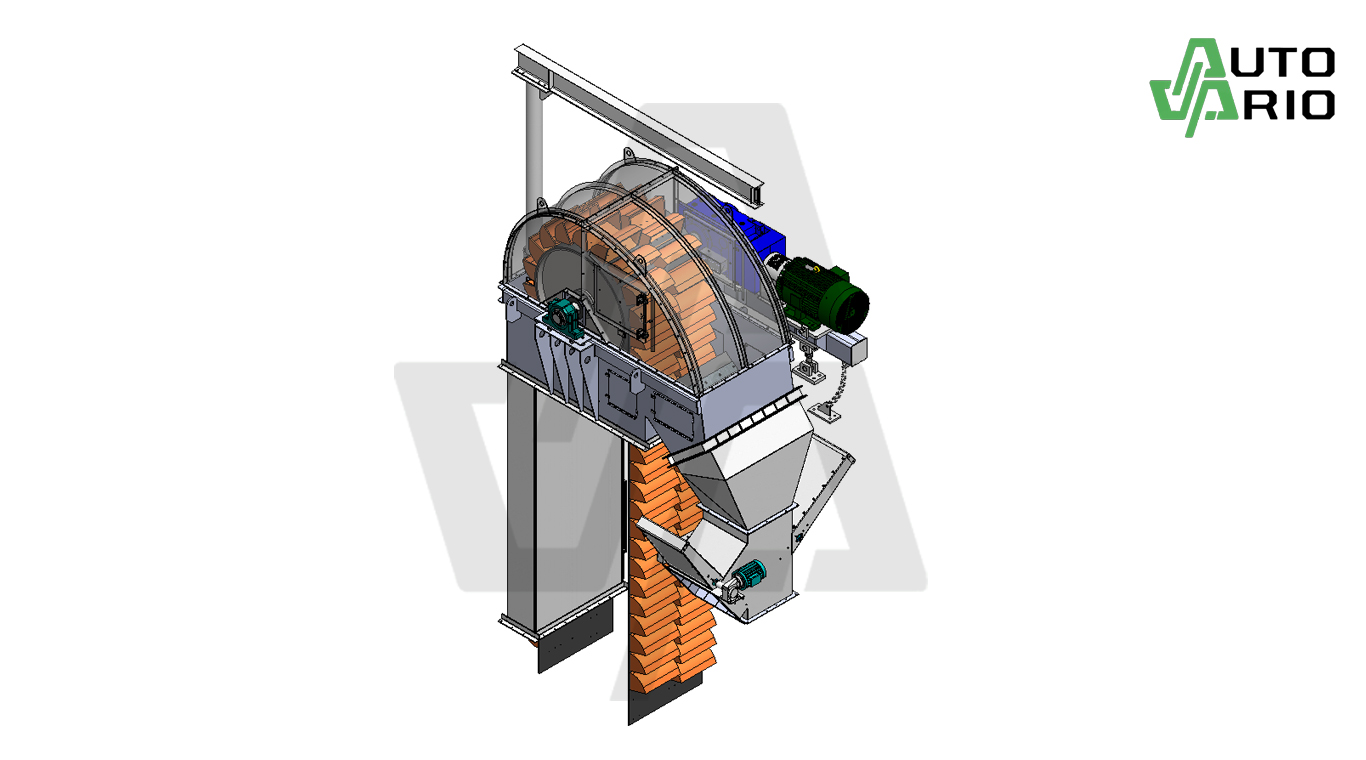
Photo Gallery